Freiformbiegen als Marktlücke
„Das kann nur der Mattle biegen“



Der Schweizer Peter Mattle hat sich mit seiner Firma Pemat aufs Biegen spezialisiert und entdeckte das Freiformbiegen als weitgehend unbesetzte Nische. Mit Mut, Fleiß und Neugier perfektioniert er seit über zwei Jahrzehnten sein Wissen und Können, investierte in eine einmalige 6-Achs-Maschine und etablierte sich als Experte. Seine Leistungen bietet er auch Architekten und Metallbauern an.
Peter Mattle hat einen ausgeprägten Faible fürs Biegen. Gerne lässt er sich von anspruchsvollen Aufgaben anspornen. „Umso komplexer, umso mehr freut es mich. Alles was man beherrscht, ist ja nicht kompliziert“, sagt er und schmunzelt. Der gelernte Metallbauer hat sich bereits vor über 20 Jahren aufs Biegen spezialisiert und genießt mittlerweile den Ruf, dass er jede noch so schwierige Aufgabe meistern kann. Stolz ist er dabei ganz ausdrücklich auf sein kompetentes Team, denn „alleine hätte ich das nie schaffen können.“
Angefangen hatte alles mit der Überlegung, wie er sich mit seinem damals klassischen Metallbaubetrieb von seinen Mitbewerbern unterscheiden könnte. Seine ausgeprägt gute Vorstellungsgabe führte zum Entschluss, sich ausschließlich auf das Biegen zu konzentrieren. Die vorhandene Blechwalze wurde 1992 durch eine NC-gesteuerte Profilbiegemaschine ergänzt. Er war zu der Zeit einer der ersten Profilbieger, die den Weg vom manuellen zum automatisierten Biegen einschlugen. Und das war die richtige Entscheidung, wie er heute sagt.
Der Weg zum Lohnbieger. Doch dieser Weg war kein einfacher. Als Peter Mattle anfangs dachte, mit der NC-Maschine und ein paar Werkzeugen kann er alles, wurde er auf den Boden der Tatsachen geholt. Rückblickend sagt er: „Zum Glück war ich etwas naiv.“ Möglicherweise hätte er sonst den Leidensweg nicht durchgestanden. Es kam ihm so vor, als ob jeder Kunde einen anderen ganz speziellen Wunsch an ihn herantrug. „Ich musste laufend neue Pläne entwickeln und ausführen und vor allem ständig teure Werkzeuge anschaffen – diese Situation wurde zur Gratwanderung.“ Mattle nahm die Herausforderungen mutig an. Es wurde probiert und getüftelt und die Standardbiege- maschinen oft mit eigenentwickelten Spezialvorrichtungen und Werkzeugen ergänzt. „Nur so waren wir in der Lage, manche Aufträge überhaupt auszuführen“, berichtet er.
Die Firma Pemat aus dem schweizerischen Oberriet nahe dem Bodensee versteht sich als reiner Lohnbiegebetrieb. Der Maschinenpark besteht unterdessen aus einem Sortiment NC-gesteuerter Profilbiegemaschinen, mit denen die wichtigsten Biegeverfahren machbar sind. Gebogen werden Profile und Sonderprofile aller Art sowie Flachstähle, sowohl im 2D- als auch im 3D-Verfahren. Seit zwei Jahren wird zusätzlich das Freiformbiegen angeboten.
Außergewöhnliche Aufträge. Kein Wunder, dass sein Unternehmen deshalb immer wieder Anfragen für besondere Projekte erhält. Auf diese Weise haben wir „schon viele verrückte Sachen gemacht“, wie er selbst sagt. Zum Beispiel Teile des Bühnenbildes der „West Side Story“ für die Seebühne der Bregenzer Festspiele. Hierfür mussten Stahlträger dreidimensional gebogen werden. Oder die Kulisse für die Auslosung der Endrunde der UEFA-Fußball-Europameisterschaft am 02. Dezember 2012 in Kiew, die aus asymmetrischen, dreidimensional geschwungenen Konstruktionsbauteilen bestand. Derartige Aufträge erfüllen ihn und seine Mitarbeiter mit Stolz. „Bei so interessanten Projekten seien alle hellauf begeistert“, erzählt Mattle und weiß, dass nur so die manchmal sportlichen Zeitpläne zu schaffen sind. Für die UEFA-Bühne war zum Beispiel nur drei Monate Zeit, im dritten Monat wurden die rund vierzig 3D-gebogenen Elemente vor Ort zusammengebaut. Für umfangreiche Montagearbeiten, wie in diesem Fall, holt sich Peter Mattle stets professionelle Hilfe von speziellen Montageteams. Er hat ein gutes Netzwerk, das bestens funktioniert.
Der bisher komplizierteste Auftrag war für für einen Drugstore auf dem Pariser Champs Elysées: Eine über 18 Meter hohe stählerne Skulptur, die im Inneren des Gebäudes steht. Die massiven Rohre mit einem Durchmesser von 114,3 Millimetern und einer Wandstärke von 16 Millimetern mussten frei nach Kundenvorgabe gebogen werden. Damals verfügte das Unternehmen noch nicht über eine Freiformbiegemaschine. Die Rohre wurden auf einer NC-gesteuerten Profilbiegemaschine zum Teil per Handsteuerung und mit speziell gefertigten Lehren gebogen. Dazu Mattle: „Normalerweise kann ich die Machbarkeit eines Auftrages im Vorfeld abschätzen. Bei diesem Auftrag leider nicht, das war zu komplex. Auch wusste ich im Vorfeld nicht, ob die Maschine das von der Leistung her biegen kann.“
Immer eine Lösung. Das Ausprobieren ist für Peter Mattle bis heute typisch. „Ich muss ja die Machbarkeit prüfen“, sagt er entschieden. Und dies macht der Chef immer persönlich. Die Angebotsphase ist für ihn daher enorm wichtig. Meist schon beim ersten Telefonkontakt kann er dem Kunden Auskunft über die technische Umsetzbarkeit geben und betont: „Wenn man Know-how hat und das abschätzen kann, kann man schon am Telefon gut beraten.“ Und dass etwas gar nicht geht, ist nach seiner Aussage noch nie vorgekommen. „Eine Lösung gibt es immer.“ Manchmal sei er dabei an die Grenzen gegangen, hat ihm der Maschinenbauer bestätigt. Es gab einige Fälle, wo selbst die Maschinenkonstrukteure nicht an die Machbarkeit geglaubt haben. Sein Mut und seine Neugier haben dazu geführt, dass er zwar etliche Werkzeuge kaputt gemacht hat, aber nun über ein einmaliges Wissen und Können verfügt. Seine Devise lautet: Alles, was man sich selbst aneignet, das vergisst man nicht. Das verschafft ihm sowohl Respekt bei seinen Mitarbeitern als auch Anerkennung bei seinen Kunden.
Der Beruf geht vor. Auch seine Familie muss dann manchmal zurückstecken. Nicht nur einmal wurde in der Vergangenheit eine geplante Urlaubsreise verschoben. Er weiss, dass seine Frau viel Verständnis für die Firma aufzubringen hat. „Aber wenn das Bühnenbild nicht steht, weil der Mattle in Ferien ist, nein das kann ich nicht“, betont er. Verantwortlich fühlt sich Mattle auch deshalb, weil er mit seinem Unternehmen „definitiv oft der einzige war, der ein Angebot abgegeben hat.“ Bei künstlerischen Ausschreibungen liegt das oft an den besonderen Entwürfen, bei technischen Projekten an den offenbar fehlenden Möglichkeiten seiner Mitbewerber. Wenn es niemanden gibt, der in diesen Fällen anbieten kann, dann müssen Designer und Künstler schon mal ihre Vorstellungen ändern. Wenn er sich aber eine dieser Herausforderungen vornimmt, dann gibt es kein Zurück. Trotz allen Risikos, das Mattle dann eingeht, hält er sich bei solchen Spezialaufträgen stets eine Hintertür offen. Es kann ja immer passieren, sagt er, dass das Material nicht alles mitmacht oder die Herstellung einfach technologische Grenzen hat. „In der Regel gibt es dann einen Plan B oder Plan C, falls mal was schief gehen sollte.“
Ein einziges Mal hatte er nur Plan A. Da sollte er konische Rohre für eine Straßenbeleuchtung in Dubai biegen. Der italienische Leuchtenhersteller hatte die Branche bereits abgeklappert. Niemand konnte diese speziellen Bauteile fertigen. So bekam Mattle eines Tages einen Anruf von einem Schweizer Maschinenbauer mit dem Hinweis: „Das ist was für dich.“ Gleichzeitig konnte sich der Maschinenhersteller nicht vorstellen, dass das gelingen könnte. Selbst seine Mitarbeiter haben damals gesagt, das ist unmöglich. Gemeinsam ist es aber dann doch geglückt.
Zu den Aushängeschildern in puncto Freiformbiegen gehört schon jetzt die Anfertigung von überdimensionalen Sitzbänken aus 34 mm Edelstahlrohren, die im Stadtzentrum von Den Haag in den Niederlanden aufgestellt sind. Die vom belgischen Designer Sebastien Wierinck entworfenen Bänke sehen von Weitem aus wie lässig hingekleckstes Spaghetti-Eis. Sie sind aus freiformgebogenen Rohrsegmenten zusammengesetzt, die auf einem gelaserten und zusammengeschweißten Rippensegment als Untergestell montiert wurden.
Neue Biegekategorie. Peter Mattle wäre nicht er selbst, wenn er sich damit zufrieden geben würde. Es war nur eine Frage der Zeit, bis er sich das derzeitige technologische Highlight in Form einer Freiformbiegemaschine ins Haus holte. Die 6-Achs-Präzisionsfreiformbiegemaschine kaufte er vor zwei Jahren. Es ist weltweit die einzige Maschine dieser Art, die sechs Meter lange Rohre biegen kann. Sie wurde eigens für Pemat gebaut.
Auch wenn sich Mattle bereits in der Vergangenheit von Mitbewerbern abgesetzt hat, indem er seinen Maschinenpark immer wieder durch individuelle Komponenten ergänzte. „Pemat hat bis dahin prinzipiell Profil-, Dorn- und Walzenbiegen gemacht.“ Mit dem Freiformbiegen ist das Unternehmen nun in eine neue Welt des Biegens vorgedrungen. „Das stellt für uns eine riesige Erweiterung dar. Wir versprechen uns davon völlig neue Möglichkeiten, zum Beispiel das Freiformen von Profilsystemen. Wenn das gelingt, dann würde es neue Impulse für die Architektur geben. Dann könnten außergewöhnlich geschwungene Gebäudehüllen frei geformt verwirklicht werden“, begeistert sich Mattle. Bis dahin wird der Weg auch wieder mit Überraschungen gespickt sein, da ist er sich sicher. Aber gleichzeitig ist er überzeugt, dass das für sein Unternehmen eine große Zukunft sein wird. „Wenn wir dazu in der Lage sind, können wir auch wieder ganz anderes anbieten.“ Für den Fall, dass er sein Unternehmen erweitern muss, hat er bereits vorgesorgt. Er besitzt Bauland für eine zweite Halle. Mattle lacht: „Ich bin erst 50. Das ist doch mitten im Leben!“
Wesentliche Unterschiede. Normalerweise benötigt der Profilbieger Angaben wie Radius, Biegewinkel, Verdrehwinkel und Länge. So ist das bei klassischen Biegeverfahren. Beim Freiformbiegen von runden Profilen hingegen ist lediglich eine Achslinie notwendig. „Wir biegen ja Kurven und nicht Radius an Radius. Das sind freie Linien“, beschreibt Mattle die Besonderheiten. Darum klappt das Freiformbiegen nie schon im ersten Anlauf, wie er berichtet. Mit jedem neuen Auftrag muss das spezifische Biegeverhalten des Materials mit den Grundeinstellungen der Maschine abgeglichen werden. „Wir nennen das Parameterbestimmung“, sagt der Biegeexperte und ergänzt: „Je genauer wir das können, umso besser und schneller werden wir.“ Die Präzision und Wiederholgenauigkeit der Biegeteile hängt also entscheidend von der Materialbeschaffenheit und den geometrischen Abmessungen ab. Für die Anfertigung der Prototypen muss deshalb immer ausreichend Probematerial derselben Charge eingekauft werden. Als Kaltbiegeverfahren ist das Freiformbiegen beispielsweise bestens geeignet für geschweißte Rohre. Deren Wandstärke ist von vornherein gleichmäßiger als bei gezogenen Rohren. Beim Biegen wird das Rohr durch die Maschine und den beweglichen Biegekopf gestoßen, dabei fließt das Material genau an die Stellen, an denen es gebraucht wird. Das bedeutet, dass ein freiformgebogenes Rohr eine relativ gleichmäßige Wandstärke hat. Im Gegensatz zu dorngebogenem Material, das durch das Ziehen um eine Form am Außenradius dünner (Streckung) und am Innenradius dicker (Stauchung) wird. Ein besonderer Vorzug ergibt sich hier für das Hydroforming-Verfahren, das u.a. in der Automobilindustrie angewendet wird. Dabei werden vorgeformte Rohre in einem speziellen Werkzeug unter Hochdruck mit einer Wasser-Öl-Emulsion umgeformt. Besitzen diese Rohre durch Freiformbiegen eine gleichmäßige Wandstärke, verringert sich die Gefahr des Reißens.
Ein weiterer Vorteil des Freiformbiegens ist das Biegen von hochfestem Material, das bei anderen Verfahren ohne Wärmebehandlung reißen würde.
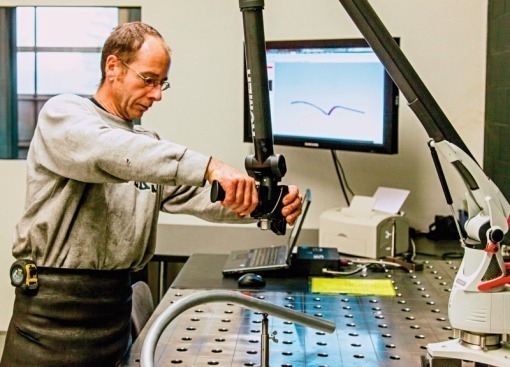
Herzstück ist das Messsystem. Das A und O seines Know-hows im Freiformbiegen liegt im Messsystem. Mattle hat von Anfang an auf ein Lasermesssystem vertraut, das er um eine eigenentwickelte Messsoftware erweitert hat. Denn was macht man, wenn ein gebogenes Teil nicht stimmt? Das Vermessen und Analysieren mit einem Scanner ist dabei nur der erste Teil der Qualitätsprüfung, der Kernpunkt besteht aber in der Neuberechnung von Biegedaten und deren Übergabe an die Maschine, so Mattle. Wenn man diese Möglichkeit nicht hat – und das ist der entscheidende Unterschied – muss man alles manuell an der Maschine korrigieren. Ziel ist also, in nur wenigen Biegevorgängen eine hohe Biege- und Wiederholgenauigkeit zu erreichen. Dieser Optimierungsprozess ist bei Pemat unterdessen so verfeinert, dass selbst bei komplizierten Teilen durchschnittlich zwei bis vier Mess- und Prüfdurchläufe genügen. Zur Zeit ist das für Rundrohre und symmetrische Profile möglich.
Wer allerdings Massenware produziert, für den spielt es oft keine Rolle, wie viele Probebiegungen gemacht werden müssen, bis Genauigkeit und Form stimmen. „Bei uns geht das nicht“, sagt Mattle. „Wir haben Kunden, die wollen zehn Stück, da können wir nicht viele Proberohre biegen. Mithilfe unserer Messsoftware können wir auch geringe Stückzahlen von freiformgebogenen Teilen rationell herstellen.“ Ein weiterer Vorteil der Messsoftware ist, dass Kontrolllehren überflüssig sind.
Freiformbiegen oft günstiger. Die Firma Pemat ist mit 12 Mitarbeitern noch nicht sehr groß, aber das will Mattle in der Zukunft gern ändern. „Wir wollen uns im Biegebereich immer weiter als Spezialist etablieren. Dazu werden wir in weitere Biegemaschinen investieren und vor allem unsere Messsoftware weiterentwickeln.“ Geplant ist bereits eine zweite Freiformbiegemaschine, die etwas kleiner als die jetzige ist. Damit wären engere Biegeradien möglich, weil auch dünnere Rohre verarbeitet werden könnten. Und die Aufträge könnten künftig günstiger kalkuliert werden. Aus preislichen Gründen sind beim Freiformbiegen wiederholbare Teile immer vorteilhafter als Einzelstücke. Wer also einen Handlauf für mehrere gleich ausgeführte und geschwungene Treppenhäuser braucht, der kommt wesentlich günstiger. „Abgesehen von der Ästhetik einer sich durch den Raum schwingenden Form aus einem Stück, ist das ein klares Rechenbeispiel“, so Mattle. Bisher werden Handläufe üblicherweise aus mehreren Einzelteilen gefertigt, die zum Teil in der Werkstatt, zum Teil erst vor Ort zusammengeschweißt werden. Mit dem Freiformbiegen kann der Handlauf in einem Stück gebogen werden, auch bei s-förmig und mehrfach gekrümmten Formen. Neben anspruchsvollen Treppenhandläufen bietet sich das Freiformbiegen für jegliche Sorte Rohre und Profile an, die beispielsweise im Fassadenbereich und Geländerbau, im Maschinen- und Anlagenbau oder für Geräte und Fahrzeuge aller Art Verwendung finden. „Der Fantasie sind keine Grenzen gesetzt“, meint Mattle. Er ist selbst immer wieder erstaunt, mit welchen Ideen und Wünschen Firmen auf ihn zukommen.





