Niettechnik gestern und heute
Metallrestaurierung der Yorckbrücken
 Foto: Heckmann Stahl- und Metallbau
Foto: Heckmann Stahl- und Metallbau
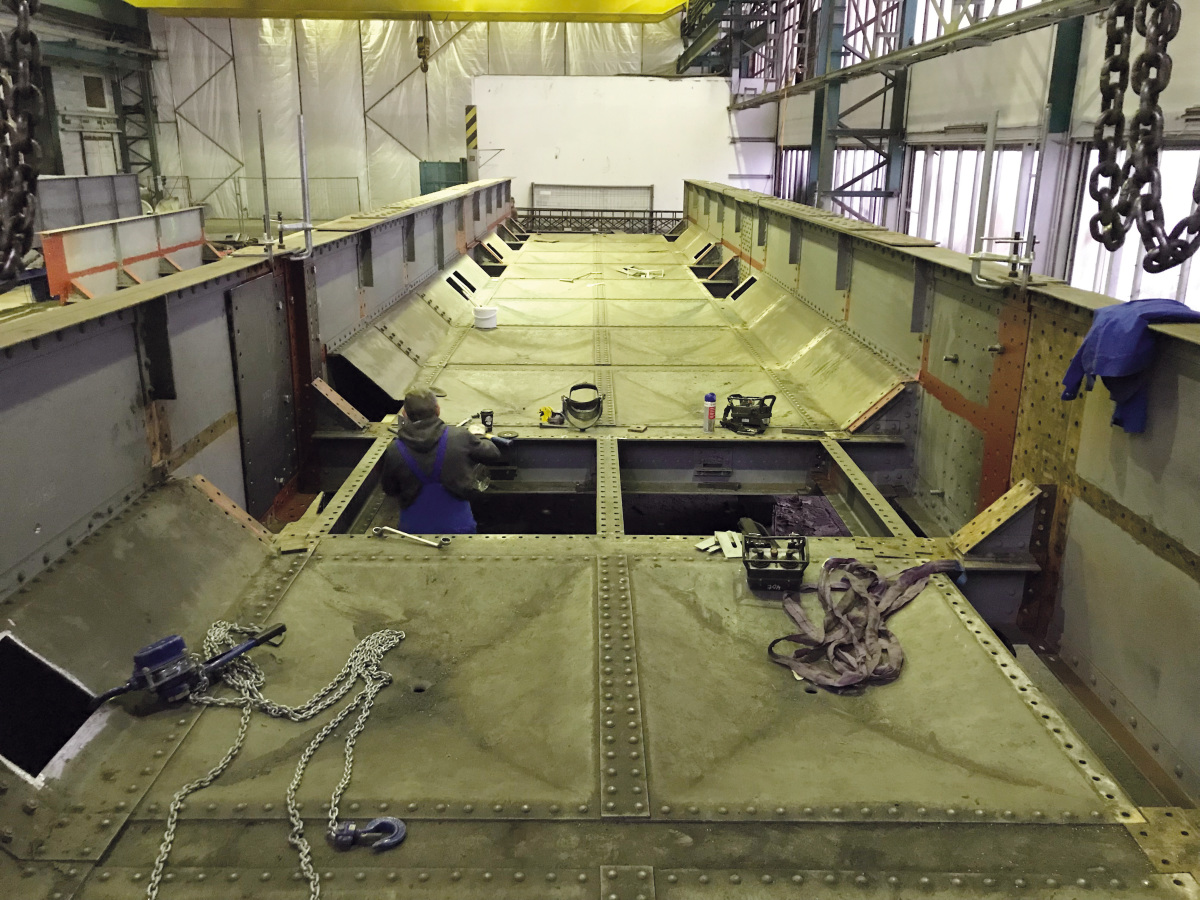 Foto: Heckmann Stahl- und Metallbau
Foto: Heckmann Stahl- und Metallbau
 Foto: National Archives and Records Administration, Public domain, via Wikimedia Commons
Foto: National Archives and Records Administration, Public domain, via Wikimedia Commons
 Foto: Heckmann Stahl- und Metallbau
Foto: Heckmann Stahl- und Metallbau
 Foto: Heckmann Stahl- und Metallbau
Foto: Heckmann Stahl- und Metallbau
 Foto: Heckmann Stahl- und Metallbau
Foto: Heckmann Stahl- und Metallbau
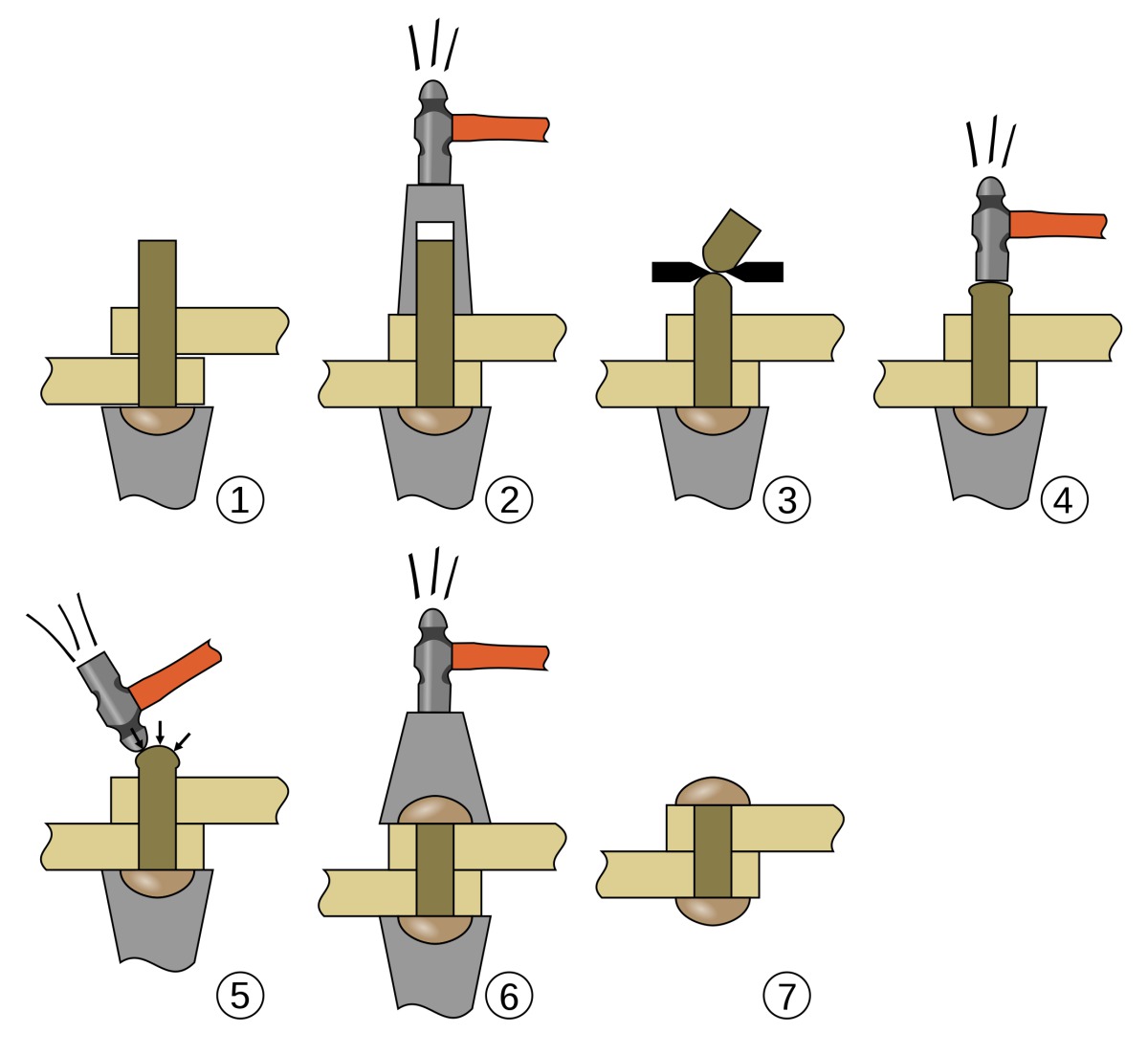 Foto: Tomia, via Wikimedia Commons
Foto: Tomia, via Wikimedia Commons
Anlässlich der Resonanz auf den Fachartikel „Sanierung der Yorckbrücken“ in der Ausgabe vom Mai haben wir die ausführende Firma Heckmann um detaillierte Informationen zur Metallrestaurierung mittels Niettechnik gebeten.
Die Berliner Yorckbrücken sind ein Ensemble aus ursprünglich 45 Eisenbahnbrücken, die die Yorckstraße in einem Abstand von nur 500 Metern einst überspannten. Die auf diesen Brücken verlaufenden Gleise verbanden neben anderen den damals für Berlin sehr bedeutsamen Anhalter Bahnhof – ein Kopfbahnhof – mit den dazugehörigen Abstellgleisen und nicht zuletzt auch mit der Außenwelt. 33 dieser Brücken sind heute noch erhalten, seit 1992 steht das Brückenensemble auf der Denkmalliste. Inzwischen werden die einstigen Gleisharfen im Bereich des sogenannten Gleisdreiecks und des Flaschenhalses (einer Engstelle, die einst faktisch alle Fernzüge passieren mussten) zurückgebaut und gleichnamige öffentliche Parks dort errichtet. Da heutzutage nur noch sechs Gleise die Yorckstraße in diesem Bereich kreuzen, verfielen lange Zeit die meisten der alten Brücken und wurden dabei als teilweise inoffizielle, fußläufige Verbindungen zwischen den beiden Bürgerparks genutzt.
Die Brückenkonstruktionen bestanden vor der Sanierung durchweg aus zu Gerbergelenken vernieteten Stahlträgern, die unmittelbar neben der vierstreifigen Fahrbahn ursprünglich auf schlanken Stahlstützen (Hartungsche Säulen) ruhten. Das alles war hochgradig korrodiert und dringend sanierungsbedürftig. Für die Sanierungsarbeiten gab der Denkmalschutz vor, dass einerseits beschädigte oder verlorene Dekorationen nicht mehr zu ersetzen seien, dass aber – um das Erscheinungsbild zu wahren – mit Warmnieten und den sich so ergebenden Rundköpfen zu arbeiten sei.
Prinzip des Warmnietens
Von den vier grundverschiedenen Nietenformen Vollnieten, Hohlnieten, Blindnieten und Stanznieten findet allein die Voll- oder Warmniete im konstruktiven Stahlbau Verwendung. Im Folgenden wird ausschließlich auf diese Befestigungsweise eingegangen.
Ein Vollniet besteht aus einem glatten Schaft mit einem unprofilierten Rundkopf und dient der dauerhaften Verbindung mehrerer Bleche und sogar ganzer Blechpakete. Er wird stark erwärmt, bis er rotglühend ist und dann durch eine Bohrung geschoben, die alle Bleche gleichmäßig durchdringt. Während nunmehr ein Arbeiter den Niet am Rundkopf mit einem Gegenhalter fixiert, schmiedet ein anderer auf der anderen Seite des Metallpaketes den herausragenden, glühenden Nietschaft in kaum mehr als einer Minute rund.
Das personalintensive Verfahren hat sich bis heute kaum verändert. Wenn man einmal von den automatisierten Werkzeugen und Maschinen absieht, bilden nach wie vor drei Personen das Kernteam: Ein Nietenheizer bringt zunächst den Niet zum Glühen und ist dafür zuständig, dass seine beiden Kollegen diesen erhalten. In früheren Zeiten warf der Nietenheizer den glühenden Niet seinen Kollegen aus Zeitgründen einfach zu, diese fingen diesen dann mit einem Blecheimer auf und schoben ihn in die Bohrung ein (Quelle: Wikipedia — Nietvorgang).
Nun schob ein zweiter Arbeiter, mutmaßlich mit einem gesundheitsschädlichem Asbesthandschuh den glühenden Niet in die Bohrung ein und konterte diesen mit einem Gegenhalter, einem sogenannten Döpper (Englisch: Dolly). Ein dritter Arbeiter schlug dann in einer Abfolge von fünf Arbeitsschritten mittels diverser Hämmer und anderer formgebender Werkzeuge den glühenden Schaft minutenschnell zu einem Kopf rund.
Modernisierte Arbeitsabläufe
Der im historischen Bild gezeigte, mit Propangas unterstützte offene Kohleofen hat zum Erhitzen der Vollnieten lange ausgedient. Heutzutage verwendet man entweder effizientere Gasöfen oder noch besser: einen Induktionsofen. Dabei handelt es sich um zwei Metallbacken, zwischen die der Niet geklemmt und an die dann ein Kurzschluss angelegt wird. Dieser bringt Letzteren in kürzester Zeit auf die gewünschte Temperatur. Das Verbringen des glühenden Niets per Wurf zu seinem Einsatzort ist heutzutage aus Gründen des Arbeitsschutzes natürlich absolut undenkbar, weshalb die Nietenheizer der Yorckbrückenbaustelle diese mit einer Zange nicht nur zur Einbaustelle brachten, sondern diese auch gleich in die Bohrungen einschoben.
Das manuelle Kontern der glühenden Nieten durch einen weiteren Arbeiter hat sich nicht grundlegend geändert, sieht man davon ab, dass der Gegenhalterkopf heutzutage ein druckluftbetriebenes Werkzeug einschließlich eines austauschbaren Formstücks ist, der sogenannte „Nietkopfsetzer“. Das Abrunden des glühenden Schafts erfolgt auch heute noch mit Muskelkraft, jedoch mit einem druckluftbetriebenen Niethammer.
Steven Maiwald, verantwortlicher Projektleiter von Heckmann Stahl- und Metallbau aus Hoppegarten, dem Unternehmen, das mit den Nietarbeiten an den Yorckbrücken beauftragt war, weist darauf hin, dass die Langlebigkeit der Werkzeuge und insbesondere die der Nietkopfsetzer nicht allein von der Anzahl der geschlagenen Nieten abhängt, sondern vielmehr vom handwerklichen Geschick und der Feinfühligkeit des jeweiligen Metallarbeiters. Denn wo früher ein Arbeiter einen Niet mit einem Kugelkopfhammer und diversen formgebenden Werkzeugen rund formte, führt er dies heute mit ein und demselben Niethammer aus. Dabei ist der hohe Zeitdruck gestern wie heute derselbe: Schnell muss die Niete sitzen, unterhalb einer gewissen Temperatur ist sie nicht mehr formbar. Sofern sie verunglückt sein sollte, kann sie nicht mehr zerstörungsfrei entfernt werden. Es bleibt nur ihr Ausbohren oder das Abschleifen des Kopfes mit dem anschließenden Ausschlagen des Schaftes.
Tradiertes Wissen, wenig Anbieter
Die Kompetenz zum Ausführen von Nietarbeiten hat sich die Firma Heckmann mit Hilfe von Kooperationspartnern erworben. Diese sind seit mehreren Jahrzehnten in der Metallrestaurierung und in der Denkmalpflege tätig und haben die Arbeiter angelernt. Darüber hinaus hat sich das Metallbauunternehmen ein eigenes Maschinen- und Werkzeugportfolio aufgebaut. So fertigen seine Stahlbauer mittlerweile die verschleißintensiven Nietkopfsetzer mittels einer CnC-Drehbank selber an.
Europaweit gibt es sehr wenige Hersteller von Rohnieten, entsprechend lang sind deren Lieferzeiten, je nach Bestellmenge schwanken diese zwischen sechs und zwölf Wochen. Und selbst für die Niet- und Abscherhämmer müssen Lieferzeiten von sechs Wochen einkalkuliert werden.
Entsprechend präzise ist im Vorfeld der effektive Materialbedarf zu ermitteln, Unwägbarkeiten sind mit einzukalkulieren, um nicht durch Lieferengpässe gesetzte Termine zu gefährden. Dabei ist eine Vollniete nichts Besonderes: Es handelt sich um Stahl mit den Bestandteilen (C) Kohlenstoff, (Si) Silizium, (Mn) Mangan, (P) Phosphor und (S) Schwefel. Grundsätzlich gäbe es noch Vollnieten aus Edelstahl und Messing. Die Rohniete gibt es jedoch mit unterschiedlichsten Schaftlängen und -durchmessern. Dabei hängt der jeweilige Rundkopfdurchmesser unmittelbar vom Schaftdurchmesser ab. So schreibt die DIN 124 vor, dass ein Nietschaft immer um den 1,5-fachen Schaftdurchmesser aus dem Blechpaket hervorragen muss. Nur dann ist es möglich, diesen in korrekter Weise rund zu schlagen.
Vorteile des Nietens
Der wesentliche Vorteil der Niettechnik besteht darin, verschiedene Materialien dauerhaft miteinander zu verbinden. Dies geschieht etwa im Fahrzeugbau mit Hilfe von Stanznieten bei Metallblechen mit Kunststoff. Darüber hinaus erfolgt beim Warmnieten ein erheblich geringerer Wärmeeintrag in das Material, wodurch es zu einem geringeren Bauteilverzug kommt. Beim Schweißen gelangt hingegen sehr viel Wärme in den Stahl. In den Flächen entlang der Schweißnaht entsteht die sogenannte „Wärmeeinflusszone“, in der sich die Materialeigenschaften, insbesondere die Streckgrenze des Metalls, ungünstig verändern können. Beim Warmnieten passiert das nicht!
Hohe Personalkosten
Wie weiter oben angesprochen, sind mindestens drei Arbeiter zum Setzen einer einzigen Niete erforderlich. Dazu kommt ein vierter, der für das individuelle Ablängen der Niete in Abhängigkeit von den Materialstärken zuständig ist. Die Arbeit kann mittels Flex oder Metallbandsäge ausgeführt werden, auch kann dieser Arbeiter meist mehreren Niet-Teams zuarbeiten.
Nicht zuletzt aus Kostengründen wurde das Hochfest-vorgespannte-Passschrauben-Verfahren (HVP-Schrauben) entwickelt. In der Ansicht erhält man keine Rundköpfe, sondern Sechskantmuttern, die mit Gewinden fixiert sind. Diese Fügevariante ist bei Weitem nicht so personalintensiv und fällt gegenüber dem traditionellen Warmnieten um ca. 50% günstiger aus. Letztlich ist das der entscheidende Grund, weshalb HVP-Schrauben bei Neubauten, wo eine gewisse Nietoptik gewünscht ist, durchweg zur Anwendung kommen.